It happens for different reasons. Sometimes it is a decision made by the purchasing department aimed at reducing costs. Sometimes the end customer requests less plastic. Sometimes it is compliance with new European packaging regulations, such as the PPWR Regulation. Sometimes it is all of these things combined.
Whatever the reason, when the primary film gets thinner, the package becomes lighter and more deformable.
On the conveyor, however, this means less stability.
On the conveyor, just a few microns change everything
A 28-micron film creates a very different pack from a 40-micron one. Lighter and more flexible, it is more affected by any type of contact – whether with product guides or with other packs in accumulation zones. The risk of deformation or overlapping inevitably increases.
Downstream, this results in micro-stops and scrap, and often in complaints from customers receiving damaged products.
The packaging machine continues to run as usual, but the entire section between production and packaging is no longer suitable for the new format. As a result, speeds, chain type, side guides, and contact surfaces all need to be reconsidered, because the entire conveying section must be recalibrated according to the new mechanical properties of the pack.
The buffer that worked yesterday may no longer be suitable today
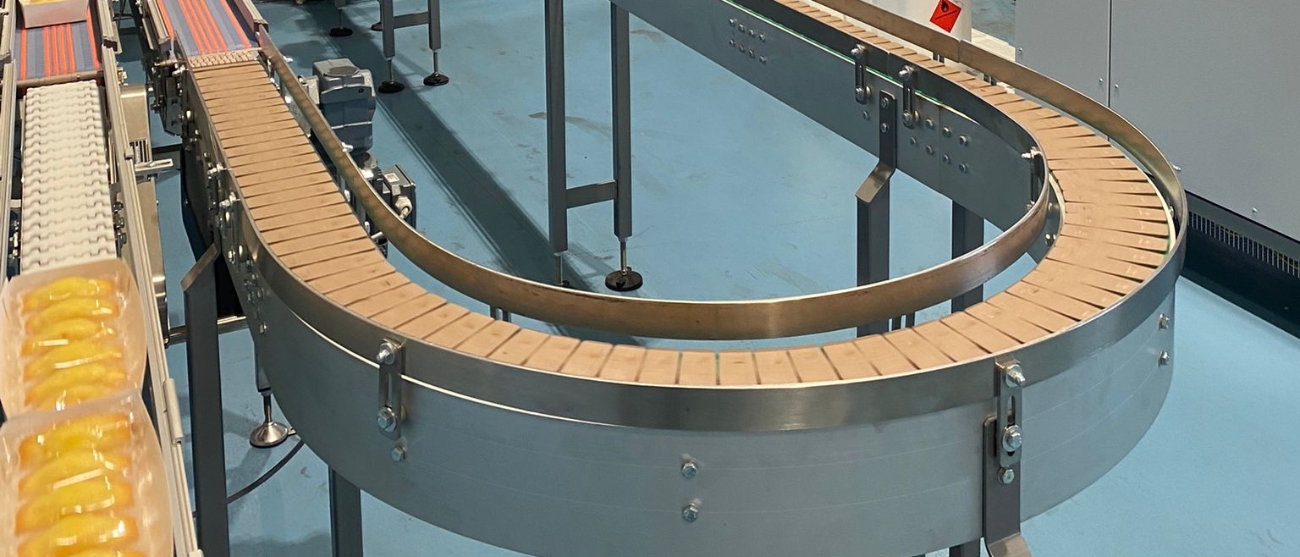
An accumulation system is designed based on the real parameters of the format, such as weight, rigidity and pack dimensions. When these parameters change – for example, when switching to lighter or more flexible packaging – the behaviour of the product inside the buffer changes accordingly. In a pressure-based system, a less rigid pack therefore risks deformation or damage during accumulation if everything is not correctly set.
The MH Material Handling BAT Buffer operates without pressure on the product and is designed to be flexible and configurable across multiple formats and layouts. This makes it suitable even for lightweight and delicate packs.
However, flexibility does not mean that a single setup works for everything: if the format changes significantly and the buffer is not readjusted, the risk of jams and damage remains.
A useful rule of thumb during the design phase is that a buffer should hold between 2 and 5 minutes of production: the time needed to absorb the typical micro-stops of the line without losing productivity. With lighter formats, however, it is worth recalculating both the effective accumulation capacity and the discharge speed, considering that the downstream machine should be able to run at least 10–20% faster than average to recover the accumulated product.
Downstream of the packaging machine is where the real game is played
When package weight and rigidity change, the requirements of the downstream section of the primary packaging also change. All downstream mechanics – aligners, phases and lane combiners – are suddenly handling a product that is no longer matches the original design assumptions.
The packaging machine keeps running, but the downstream area – the one nobody actively monitors – is where efficiency is lost.
That is why every format change requires a check of the feeding and conveying systems, and it must be done before problems arise.
How to adapt the line without stopping production
The process starts with mapping the characteristics of the new package: weight, dimensions, rigidity and coefficient of friction.
The new format is then tested across every section of the line, not only on the packaging machine, because each section reacts differently and must be checked individually.
The most important step is to involve the conveyor supplier already during the design phase, not once the problem has already become evident.
Working in stages – validating one section at a time before moving on to the next – allows production to remain active while reducing risks.
The format changes. The line cannot stay the same
When a company decides to reduce packaging weight or thickness – whether to cut costs or to meet sustainability requirements – the decision usually starts in the purchasing department. A thinner film is selected, the price is negotiated, and the specification is updated in the system. And then it stops here.
The problem is that no one checks the impact of that change on the packaging line. The process engineer is not involved, at least not immediately. They are called in weeks later, when machine downtime starts to increase, scrap rises, and OEE drops without an obvious cause.
The machine is the same. The product is the same. However, the packaging has changed, and that change affects the entire line: from packaging to accumulation, from conveying to palletizing.
For over 40 years, MH Material Handling has been designing conveying and accumulation systems. We work on layout analysis, buffer configuration, feeding system adaptation, and the integration of new solutions into existing lines, ensuring everything works with today’s format, not yesterday’s.
If you are considering a format change, or if you are already facing issues after a reduction in material thickness, let’s talk before inefficiencies become the norm. A preventive technical discussion costs far less than a stopped line.

![]()
Co-Owner M.H. Material Handling Spa – For almost twenty years he has been working in the field of product handling during packaging, supporting companies that want to optimize the entire line. Always up-to-date on industry innovations and new materials, he makes his experience available to clients with the ultimate goal of eliminating interruptions and inefficiencies in the packaging process. Voracious reader, overnight writer and content creator.